Since their foundation in 1984, Mirapro has continued to support key industries such as semiconductor manufacturing, industrial automation, and medical equipment with their innovative solutions.

What do you believe to be your core strengths and competencies that set you apart from your regional manufacturing competitors?
Our company was founded by my father in 1984 when he was 42 years old and I carry his legacy as the second generation. He was a middle school math teacher who was having a difficult time teaching in the inflexible middle school structure. One day, he was talking to his former teacher who told him that education was not only for children but it is meant to be a lifelong training experience for everyone. By starting his own company, he could create a flexible teaching environment where he could effectively teach and train his own employees. Since he was working full-time for the education system, it would be a big risk to quit his job and start his own company. Many people told him that it would be a miracle for him to establish his own company and for it to survive. So he decided to make the miracle a reality and named this company Mirapro to symbolize the miracle project. The three fundamental principles of our company are to create miracles, put forth a persistent effort, and continue the pursuit of richness in our society. In addition to these three principles, our company has a challenging spirit. That spirit helped us not to put limits on what our company can achieve. Domestically, many Japanese companies are hesitant to go abroad. This holds them back from expanding. From past working experiences, I have a strong affinity for the overseas market and try to be more open-minded. My philosophy is to be borderless. We have no restrictions on nationality, race, gender or age. We are trying to dismantle these boundaries in order to be more open. Traditionally, Japanese companies have engineering and craftsman skills. These skills combined with our open mindset to do business with anyone anywhere in the world are the strengths of Mirapro. Another strength is that both my father and I have had opportunities that we were able to take advantage of. Seizing those opportunities required us to make quick decisions that helped our company to grow. We are a monozukuri company, but our founder was not an engineer nor a craftsman. This has actually been a strength because he did not have a preconceived idea or mindset of how things should be done. He was very open-minded. This open-mindedness and borderless mentality have been embedded in the DNA of our company since its foundation. Our employees are never restricted and never told that they cannot do or try something. Rather, they are given a lot of freedom to take up challenges and try new things. They will never be criticized for taking on and failing a challenge. The company environment is that there is no criticism after taking on a new challenge; rather a lost opportunity is pointed out if you do not give it a try.
What are some of the key applications that you are targeting for vacuum your technology?
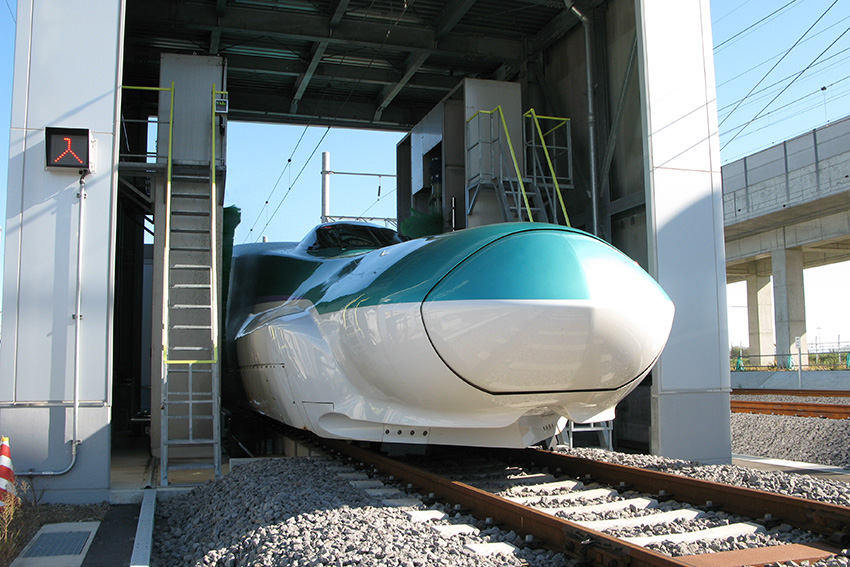
There are still areas of improvement with our welded bellows, vacuum pipes and high-vacuum tube technologies before they could be further applied in the manufacturing of semiconductors, FPD devices and liquid crystals. As an example, pipes with insulation properties allow semiconductor manufacturing to be more cost-efficient. This is the main application that we are continuing to improve. In partnership with Japan Railways (JR), we are developing flywheel electricity storage units to store electricity from renewable energy that can be used in the operation of trains. We are still in the testing phase, but we are hoping to eventually introduce it throughout Japan. Our mainstream businesses are in semiconductors and FPDs but new key emerging areas that we are focusing on are in the energy and environmental sectors. In the energy sector, we have developed flywheel electricity storage units which we are advancing to be more compact. The flywheel converts generated electricity to kinetic energy and then releases it as electricity again. This mechanism can be used in the storage of electricity in Middle Eastern deserts using solar panels. The flywheel can also be used as a storage device in Southeast Asia and Japan where a lot of energy is generated by hydropower. These are some of the new applications that we are trying to pursue.
One of the big challenges of intermittent energies such as wind and solar is their instability. There is either overproduction or underproduction of energy depending on the weather. We are not able to store the excess energy created in days of optimal conditions. How can your flywheel technology address this challenge?
Excess energy can be stored in the flywheel system because the rotation speed changes depending on the amount of energy stored. There will be a higher rotation for optimal condition power generation. However, we are yet to create the technology to store energy for extended durations.. We are trying to make the unit smaller to diversify storage to increase operation time.. Apart from the duration of power storage, another aspect required is the quick response. JR requires instant conversion of power where the flywheel system can store energy and then instantly convert it to usable electricity for train operation. The purpose of the flywheel is to reduce energy usage. You can visualize the electricity usage of the train going up and down as the train starts and stops. Conventionally, trains run at peak electricity. The idea of the flywheel is to cut the electricity used by trains by half rather than have the trains running at maximum electricity at all times. The surplus energy can be used later. By providing battery storage and technology for instant response, we can reduce electricity usage. This flywheel technology is expected to work in tandem with renewable energies such as wind or hydropower.
The main criticism of flywheels as an alternative is the short duration of the energy storage. How can your vacuum technology help address this criticism?
To create a vacuum state, there should be nothing inside including liquid. Any air pocket or residual liquid will affect the vacuum. It is important to have a clean and flat surface to increase the vacuum level. The second important thing is to keep the contact point minimal in the rod that rotates inside the vacuum to increase efficiency. We have been collaborating with the Railway Research Institute from the beginning and they have a non-contact operation of linear motor car technology. By combining their technology with ours, we want to create a non-contact rotating wheel using our vacuum technology. One of the important factors in retaining energy is having a higher rotation and higher vacuum with less resistance. The surface structure must also be very precisely made and machine-made so it does not break. Precision is the key to ensuring safety in electricity storage. We are leveraging our vacuum technology in three areas. The first is in semiconductors and FPDs. The second is in energy-saving devices such as the flywheel. Third is in the creation of energy and energy usage. We are currently in a partnership with the Yamanashi Prefectural government, Yamanashi University, and multiple companies to liquefy hydrogen. Generating hydrogen does not require vacuum technology, but hydrogen is converted into a liquid for transport to reduce its mass and for easier handling. Our vacuum technology is used in the conversion. This is how we got involved in this project which just started.
In 2020, you opened a factory in Iwate dedicated to support semiconductor manufacturing equipment. Can you give us an overview of how you support the Japanese semiconductor industry?
We boast a high-level share in welded bellows worldwide. In Japan, we also have the majority share of almost 100%. It is our mission to be able to meet the demands of semiconductor manufacturers. There is also a growing need for quality high-vacuum piping so it is our goal to provide and supply it. Our role as a top supplier is to continually improve and provide high-quality products and meet the demand of the semiconductor industry on time. Recently, we diversified into providing comprehensive solutions by designing and making modules for device component production. We collaborate with semiconductor device manufacturers. They formulate the concept. Once the concept is drafted, it is sent to us, so we can design and develop the machinery. This speeds up new development of semiconductor manufacturing machines. We were initially founded as a component manufacturer making welded bellows and high vacuum pipes. However, we evolved and we now have design, proposal and engineering capabilities. We are now able to develop final products such as HAWKAEYE, a lens inspection machine that has AI. This is one-of-a-kind machinery that we have developed and that we would like to use to introduce to different fields.
The semiconductor business is constantly changing. There are new processing systems in fab operations such as atomic layer deposition or certain types of advanced chemical vapor depositions. With these new systems, we see new materials such as highly corrosive gasses being used. One of the big effects of this is condensation and corrosion within vacuum equipment specifically on pipes and pumps. How are you keeping up with these changes? What type of technologies are you developing to help fabs meet these challenges which at the end of the day results in higher maintenance fees and costs?
We have detailed meetings with our customers and we try to find out what kinds of harmful and corrosive chemicals and gasses are being used. We first determine the gasses. Then we determine which materials we can use that is sustainable and durable. We work together with material makers to develop new types of materials and also conduct analysis on the designs of the tubes so they can withstand new materials. We are constantly upgrading and evolving our technologies to meet the customers' needs. We developed new types of piping such as the double pipe vacuum. Since it is double-layered, it has high insulation properties, making this product an environmentally advanced option to avoid energy loss, contributing to SDGs.
HAWKAEYE is the world's first AI inspection for transparent objects like eyeglass lenses. It is typically very difficult to automate this kind of inspection system, as clear objects are hard for cameras to pick up. How does HAWKAEYE succeed where conventional AI inspection systems have failed?
This traces back to our project working together with a medical equipment manufacturer in regenerative medicine, utilizing stem cells. We jointly developed and solely supplied them with cell culture incubators. The cell incubators require precise temperature and humidity control close to a Japanese person's body temperature of 37 °C and over 90% humidity. The tolerance is very low, but we provided precision. We provided the incubator device and we worked together with them in regenerative medicine. We have advanced image processing technology that can determine the number of cells being cultured in the incubator. We have applied this image-processing technology in the lens inspection for determining scratches. We wanted to introduce and apply our image-processing technology to different fields, so we contacted companies in different industries such as food, cosmetics and chemical industries. When we contacted the lens company, they wanted us to develop a lens inspection that can replace the human eye. The human eye is so advanced that it can determine the difference between scratches and dust, but this is not possible in conventional lens inspection. We introduced our technology with AI that could automate the process in place of humans and help compensate for their labor shortage.
In 2018, you acquired Tokodenki Seisakusho which manufactures radiation-measuring equipment such as ultrasounds. What are your strategies and what is the direction of your medical business? Are you considering any potential M&As?
We are originally a component manufacturer taking part in the manufacturing process of our customers. We did not plan to become a medical device manufacturer or become an agent manufacturer. Our focus is providing automated processing machinery to the pharmaceutical and medical industries, especially in the medical and food industries that still use manual operations. Medical device inspections are still done with human eyes. Syringes in Southeast Asian factories are inspected by hand. However, with manual inspection, dust or hair sometimes get into the devices which are not safe or hygienic. The medical industry is now more focused on having a sanitary environment for the production of medical equipment. By reducing organic factors in the production and inspection stage, we can produce a cleaner product. We have the technology to provide an automated production line, combined with our newly acquired company Puretec's air filter technology. Puretec has advanced technology to filter environmental elements. They are focused on isolation technology to create clean rooms. With this technology we can create a bacteria-free room. With this combination, we can provide a comprehensive hygienic manufacturing facility for pharmaceutical and medical equipment. Our image-processing equipment can recognize each nucleus in a particular stem cell. There are many other cell culturing technologies, but only our company can provide a completely clean room and automated inspection. Before, each cell nucleus was manually counted by doctors. This is still the norm. It takes a day for them to count. Once the cultures are removed from the incubator for counting, the environment within the incubator is disrupted. A clean environment has to be created again before putting the cultures back.
One of the big issues is the cost. When we interviewed medical equipment manufacturers, they said that their most recent dialyze-unit factory in Japan is more cost-effective than their Chinese plant.
We provide automation machinery for many production lines. By providing automation technology, we are trying to help the Japanese industry to survive in a competitive market. We currently provide our lens inspection technology to Japanese companies but we will be expanding overseas by the end of next year. We are providing a deep learning service of the HAWKAEYE which uses AI to determine lens defects.
What is your vision for Mirapro's international development? Are there particular regions or parts of the world you are focusing on?
The company's basic foundation is on the idea that we belong to a borderless earth. Wherever there is demand for our products and wherever there are customers, we are willing to go to that locality and determine if local production is more cost-effective or has an advantage in lead times. Depending on the factors that we see, we may decide to establish a local factory. We do not have a rigid set of international strategies. We consider the geopolitical and economic conditions of the time and decide where to expand. Countries where there is a growing population such as India or Africa would definitely have an increase in demand for medical needs and other devices. Although this may be after my generation, the next president will naturally expand to these markets. Providing necessary items at necessary times is our core policy. We are also considering China because they have a huge electronic device market and they have manufacturing bases. However, the cost of production in China has risen so we are taking the natural course and gradually relocating to more low-cost manufacturing areas in Southeast Asia. We have an open mindset in our expansion overseas. I personally like going overseas.
When the time comes for you to pass on the presidency to the next generation, are there any goals that you would like to have achieved by then?
In 2034, we will be commemorating our 50th anniversary. I would like us to reach our target turnover of JPY 100 billion. Although we are still mainly a component manufacturer, I want us to enlarge our share in factory automation and provide a stable subscription-type business to our customers. An example of the subscription business is HAWKAEYE where we want to use our technology and continue to apply it to new industries. Reaching our turnover goal and having stable subscription business operations are both my goals. However, we are not limited from pursuing more goals in addition to these, and we want to continue challenging ourselves.
Interview conducted by Neale Oghigian & Antoine Azoulay



































0 COMMENTS