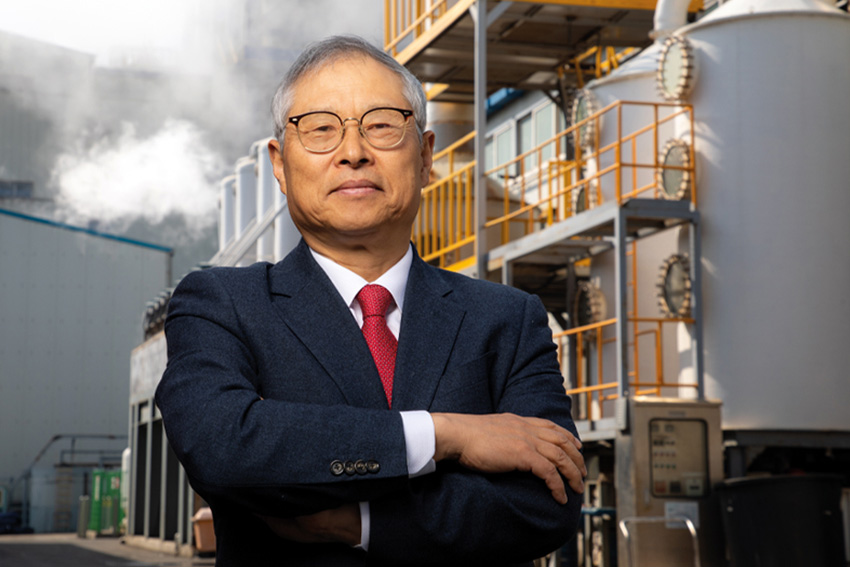
Since their foundation in 1916, Somic Ishikawa has grown into Japan’s top ball joint maker, currently enjoying the top position in the doemstic market. We sat down with Mr. Masahiro Ishikawa, Chairman of Somic, to discuss the strengths of their firm, their long-standing relationship with Toyota, and how the advent of the CASE era is transforming their business.

In the last 25 years, Japan has seen the rise of regional competitors who have replicated the Japanese monozukuri process while taking advantage of cheaper labor costs. This has pushed Japan out of mass-production markets, yet the country is still a leader in many niche and B2B fields. As a specialized manufacturer of ball joints, how have Japanese companies maintained their leadership in these fields despite the stiff price competition?
Having unique technology and providing high quality products are the key to maintaining that leadership. Our main product is the ball joint. The ball joint is a chassis component which is safety related critical part and performs like a human's joints. It is essential for transmitting steering operations onto an automobile's tires and also helps tires maintain proper direction. The balls and the plastic are covered with grease. The difficult part is having the ball covered with plastic, as it could deform. It is shaped like a ball, so it is curved. If it is too hard, it gets stuck, but it also breaks if it is too soft and if this happens, it can come off and the steering wheel will not work. There can also be contamination from foreign substances that can scratch the metal and to mitigate this, we put grease inside the cover. The technology to protect the product from foreign contamination is an advanced technology. There is already lubrication, so we do not have to inject oil all the time. The iron ball's design is our unique technology that is very important to our business. The product being able to hold its shape for a long time is the key factor we need to survive in the market. It is called tribology. Bearings require high speed, but the tribology technology required for ball joints is slow and this technology is difficult

Internal structure of ball joint

X-Ray layout of the ball joints location in the car
Japan is the oldest society in the world and has a shrinking population, presenting two challenges for Japanese firms: first is a labor shortage. There are fewer talented graduates for companies to replace seasoned workers. Second is a shrinking domestic market. What challenges has Japan's demographic shift posed for your company?
This is a photo of my father & Mr. Taiichi Ohno who innovated the Toyota production system about 50 years ago. The core manufacturing monozukuri in Japan is the constant improvement of our products. Toyota is our biggest customer and we have had an 80-year-long relationship with them since they started manufacturing automobiles. We are still trying to improve our manufacturing monozukuri in our work with them. In the past, employees passed on the know-how and technology to others, but now it is getting difficult to do so. We need to incorporate digital technologies and IoT in our knowledge transfer approaches to the new generation. The time will come when what has been our strength will no longer work, so we need to combine traditional know-how with digital technology.

(Top) Mr. T. Ohno teaches TPS in the factory (Bottom) Stopwatch
How is your company implementing digital technologies?
For example, a stopwatch used by the engineer measured how fast people manufacture or finish a task down to the second, but we do not use it anymore. The machines now produce this data for us. People's manual work remains but we want to gradually shift to automation. We are changing our methodology so we can automatically get data such as the defect rate or utilization rate and so on. For example, defects happen when foreign materials get into the machine and scratches the iron ball. The camera is monitoring all the time and AI will evaluate whether there is a defect or not. What we are considering right now is a sort of image recognition by camera where the machine can automatically identify the source of defects, such as iron chips or scratch, and stop automatically. The inspection is done manually and inspected by people, but we are gradually automating and installing countermeasures to prevent defects. We would like to automate the inspection & loading equipment and tools since these do not provide any added value.
What role do engineers play in your efforts to automate your production?
We can automate some of the processes, such as inspection and loading equipment, so engineers have a bit of free time to develop and brush up on their skills. AI cameras recognize any scratches and iron chips on our products and the engineers need to find ways to prevent these defects. It is our engineers' job to come up with processes that prevent these scratches from happening. The engineers also have to create a dust-free environment for the products. In the conventional process, people check for defective products and talk to the QA person and then come up with countermeasures. But this process of identifying defective products will be done by AI, so engineers will be able to focus on creating countermeasures and improving their skills. With the shrinking workforce and population and the rise of Chinese and Southeast Asian competitors, we will not be able to survive if we do not improve our manufacturing capabilities.
Can you tell us more about your inspection process?
The inspection is to make sure the product is without defects and that the conveyors only carry the product from one place to the other. It does not bring added value so they can be automated. The added value would come from how we manufacture the ball joints. The shape and how it works need to be improved for added value. The time spent in manufacturing one product is just 15 seconds, but the person doing the inspection spends 460 minutes a day and inspects 1300 pieces. Inspection is a very tedious process. We have cameras for monitoring, but the visual check is the last step of the process. Inspection though does not provide added value and it is not the best fit for manual human work because people can make mistakes and tend overlook things. It would be best to have the inspection process automated. Conveyor machines lift products up and down a thousand times a day, so they can be automated too in order to save manpower.
Somic is well versed in cold forging. You were the first company in Japan to introduce the technology in the 1960s and you are now working on improving efficiency and reducing costs. What are some of the merits of cold forging?
In order to create the socket shape, we cut inside to create it. In hot forging, some parts have heat pressure, but some do not. The surface is not even and that is why heat treatment is required after hot forging. Then, the cutting is done. In cold forging, we do not apply heat pressure, so we do not have the heat treatment process. We can also eliminate the cutting process. Cold forging is more precise and accurate. Hot forging requires fifteen steps but cold forging only requires eight. If we can cut the process in half, including the inspection and conveyors, we can reduce costs. In cold forging, we can eliminate the cutting process, but it also requires a 0.1 or 0.05 mm precision. This is our competitive advantage.
Can you elaborate more on your R&D strategy? Are there any products that you are currently working on that you would like to showcase to our international readers?
We are thinking about developing aluminum ball joints and FRP (Fiberglass Reinforced Plastic) ball joints. We are also considering picking up electric signals from cars to collect relevant information. We are considering the technology available to receive signals from the suspension and acquire information about the conditions of the road. The ball joints' rotation can be transmitted so we can understand the condition of the road and the car.
We are seeing the rise of CASE (Connected, Autonomous, Shared, Electric) vehicles. We have also seen an increased demand for newer and lighter materials to offset the Lithium-ion battery weight. What opportunities has the transformation in the automotive sector presented your company and what new materials have you been adopting for the next generation of cars?
One of the trends in the automotive industry is shifting to aluminum. We also like to use FRP but it could be hard due to costs. If cheap FRP is available, this can be an opportunity for us, but we cannot develop this material on our own. If automobiles become more compact vehicles that are good for only one or two passengers, there is an opportunity for us to use FRP for ball joints.
Pickup trucks are very common in the US and Australia. We might have opportunities to provide our products to these markets. We are mainly focused on production, but if we partner with a company that provides services in the industry, then we can expand our service lineup.
Since establishing your first overseas venture in the United States in 1989, you have expanded to China, India, Thailand, France and most recently, Indonesia in 2012. Moving forward, which countries or regions have you identified for your expansion into and what strategies are you looking to employ?
We are focusing our overseas expansion on the US because we want to enter the pickup truck market. And also in the Chinese market, where we already have a joint venture, to penetrate that market more. Another attractive market for us is India. We already have a joint venture in India, and there is potential to use India as a base from which to expand into the African market.































0 COMMENTS