A company that this year celebrates its 90th anniversary, Fujiwara Techno-Art is a world-class manufacturer of the fermentation machinery behind fermented food products such as soy sauce, miso, sake and shochu. Now, as it looks to the future, the Japanese firm is out to take its leading-edge technology into new fields.

Could you briefly introduce yourself and tell us how you became president of Fujiwara Techno Art?
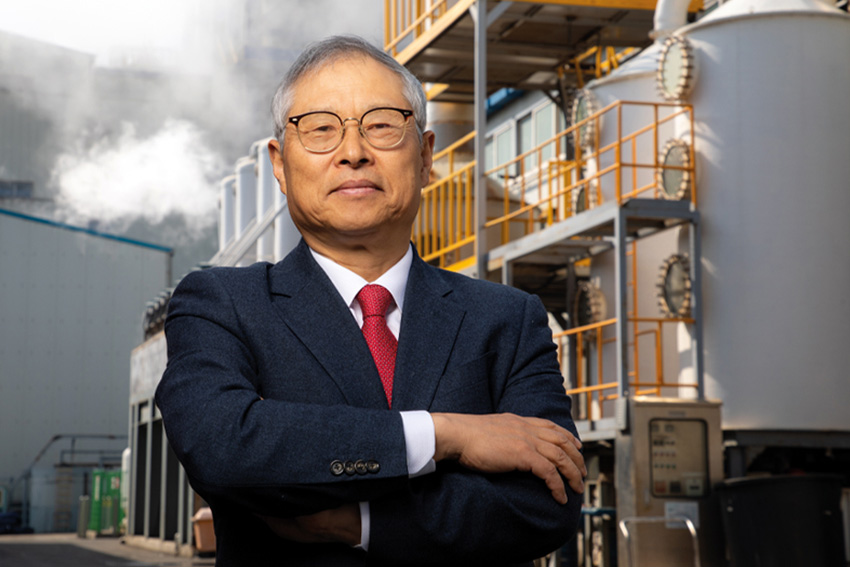
I’m Keiko Fujiwara, once a housewife, now the president of Fujiwara Techno-Art. 23 years have passed since I had to take after my husband's position due to his sudden death. With no experience in business, in my presidency, my focus was simply to pursue customer satisfaction, and achieve employee satisfaction by showing them a brighter future and keeping up their motivation. This has been my principle since day one and it has never changed. My interest is not in just selling products but in providing value that makes customers feel that they have made the right choice to choose us. So those are my philosophy as a president and I also take pride in having a place to enrich Japanese food culture.
Over the last 25-30 years, Japan has seen the rise of regional manufacturing competitors who have replicated Japanese monozukuri processes, but at a much cheaper labor cost, pushing Japan out of mass industrial markets, however, we still see that many Japanese firms are leaders when it comes to niche B2B fields. In your opinion, how have Japanese firms been able to maintain this leadership despite the stiff price competition?
I believe that the strength of Japanese manufacturing companies lies in the 'value' companies create through meticulous manufacturing technology with their attentive services, which pursue customer satisfaction. When I became president, we were under fierce price competition, struggling to make a profit. However, over the past 20 years, we slowly became more profitable. This was driven by our philosophy and passion to satisfy and bring joy to our customers. Along this path, we took time for every one of us to think and discuss“the true value we provide". With a better understanding of our own 'value' and concentrating on providing it resulted in our over-delivering which achieved higher customer satisfaction. Creating a highly valuable product takes time. We don’t see it as just making and selling a machine but we cherish the path to co-create valuable products for satisfaction and also taking good care after delivery to build a good and long-term customer relationship. This is becoming our competitive strategy.
Another point that I see to lie behind the advantage of Japanese manufacturers is related to their temper. In the bottom line, many Japanese believe that “people are fundamentally good“ which comes from Confucian that lies deep in Japanese custom. So they value teamplay, organization, and developing mutual trust. In the early days of my presidency, knowing that I had no business experience, my employees always stood by my side. They spared no time to explain things till I understood and reassured me that they would do their best and that things were taken care of. Our company has fostered a culture in which employees are united as one to help each other when there is a problem. I believe that this bond of solidarity is another significant capability of our company.
In 2015, my elder daughter joined us as vice president and has been pushing forward and making much progress in innovating our organization. Together with young talents in the company, she has been challenging things that go beyond my ability. Seeing her leading major transformations and reforms in this company, I do not doubt that we will continue to grow toward a better and richer future.
What do you see as the core competencies of Japanese manufacturers, and how are those capabilities being exploited by Fujiwara in the Japanese brewing industry?
Indeed, we often hear news about Japanese companies losing their presence in the global market. But I still think that Japanese manufacturers have not lost their passion for inventing and creating things. And they are still pursuing further customer satisfaction by combining their meticulous manufacturing technology and attentive services, which I believe to be the core competencies of Japanese manufacturers. But we have fallen behind other nations in terms of diversity and digitization which are important in implementing those core competencies in the global market.
So as for us, we have been focusing on these areas. Especially regarding diversity, we believe that we have taken the initiative as a local SME since the early days. Since I became president in 2001, I have promoted diversity within our organization, from the female perspective. Today the female ratio in our company has reached 21.8%, increasing from 5.8% in 2001. And we have managed to maintain all of our women employees returning to their positions after maternity leave. In addition, 70% of our female employees have chosen to build their careers in our company which leads them to management positions, and they play an active role in many areas within the firm.
We do not focus on diversity just by gender but we seek to see each and every individual’s ability and create a working environment that our employees can make the most out of it. This leads to our effort in managing employee engagement with every employee which is also important in terms of accelerating innovation.
The most important process in the production of fermented foods such as soy sauce, miso, sake, and shochu is koji processing and currently, we have been able to win an 80% share of the domestic koji processing market. But we are looking beyond dominating the current market, as we set our innovation vision towards 2050(as described below. To achieve this, we are putting effort to have each and every employee share and seek engagement in it, and to participate in new challenges without any hesitation.
Can you share with us a specific example of how your products or technologies are being put to use in the brewing industry?
The fermenting process of fermented food can be described in 4 stages starting with “raw material handling”, “koji processing”, “fermentation”, and “purification”. Among these, the koji processing is the most crucial stage which determines the productivity and the quality such as the taste of the final product. Our capabilities are widely spread throughout the whole process of machinery fermentation from designing an individual machine to engineering and building the total manufacturing line of the fermenting process, and also inventing a new fermentation machine. But we are best at producing a fully automated koji processing machine which has also been receiving a high reputation from the fermented food industry. The technology used in koji processing is called “solid-state fermentation technology” in terms of cultivating microbes such as Koji-kin, also known as Aspergillus. The solid-state fermentation technology is a technology that evenly cultivates large-scale bacteria around solid materials such as rice, wheat, and soybean and optimizes the function of microbes. Each of these microbes is to be described as a tiny factory much more complex, advanced, and energy-saving than a large chemical plant. Just by controlling the environment for them, they are capable of producing beneficial valuables for mankind. Solid-state fermentation is outstanding in many ways compared to other fermentation methods such as liquid-state fermentation, but in mass production, highly advanced technologies are needed to control the environment to optimize the performance of microbes. We have succeeded in scaling (industrializing) and automating this solid-state fermentation, namely koji processing that has been believed to be impossible. Now we have a wide range of machines that can cultivate raw materials from a few kg to about 80t at the most and the largest machine carries a culture bed as wide as 20m. We take pride in this technology that leads the world and can’t be adopted easily by others.
Since we dominate 80% of the domestic koji processing market, it can be assumed that most of the fermented food products such as soy sauce, miso, sake, and shochu in the supermarket are manufactured by our machines. And with Japanese food and meals popularity growing around the world, customers are willing to expand their manufacturing facilities abroad, so we export not only our machine but our technicians to build a manufacturing site ideal for our customers. We have shipped out to 27 countries and this record is still growing with our enthusiasm to expand our business abroad.
 |
|  Laboratory
Laboratory  Air flow type solid state fermenter for laboratory use
Air flow type solid state fermenter for laboratory use  Inside of Koji making machine
Inside of Koji making machine  Miso
Miso  Sake
Sake  Shochu
Shochu  Soy sauce
Soy sauce
Could you briefly describe to us the competitive landscape of the brewing market throughout the Asian region? Is there much variation in the nature of supply and demand?
In Asia, countries like China, South Korea, Taiwan, and Thailand have a similar culture of fermented food and seasonings to Japan, so we have been in business with manufacturers in those countries where we directly ship our fermentation machines. For example, we have much experience in providing our machines to the leading companies in China’s soy sauce market. And we are also in business with major Chinese seasoning manufacturers at the current moment.
There are other fermentation machine manufacturers in Asia. Compared to our competitors, the machines we provide are more expensive. But our customers seem to show understanding of our value. Our machines enable high productivity of high and stabilized quality products in a mass-scale fermentation process, and we also provide good follow-up services despite our low rate of machine failure. Taking these points into consideration, our customers conclude that they achieve low-cost production with our machine in the long term and it is worth paying the cost.
In addition, our optimal machine control technology based on our comprehensive understanding of microbial activities, and the wide range of solutions that we propose for fermentation processing make us special and hard for other competitors to follow. This core competence is another factor that makes our products highly valuable, and the reason customers choose and praise us.
We offer custom-made facilities, to meet each different customer's requirements such as plant size, production capacity, advancing automation, operating days, and so on. Not to mention, we customize to meet every customer’s different quality target for the koji they produce. The environmental conditions which affect the fermentation process differ in various companies, so we will take these conditions and the customer’s production target into consideration to design the fermentation plant. There are also requirements such as increasing the advanced level of automation, promoting a better factory environment and so on, but we always seek to meet every individual requirement. Every time we face a new challenge, but from the long-term perspective, these challenges and experiences will lead to our advanced technologies and know-how, so we are actively willing to face these challenges.
How are you maintaining the required levels of skill and experience among your workforce, given Japan’s shrinking population, and how do these skills contribute to improving your microbiological culture techniques?
As a SME, we are proud to say that we are rich with independent and talented employees which enables us to form a small but highly skilled workforce. And this is another point where we are competitive. In terms of our future development, more than 10% of our employees are engaged in the R&D area. And they are conducting 12 different projects in the cross-culture biotechnology and engineering technology field dedicated to our 2050 development vision. As we have put effort into human resources development, now we have employees with Ph.D. degrees.
It is difficult for local SMEs like us to recruit highly talented staff, but our recent continuance efforts in building a better working environment, several implementations for managing a high employee engagement, and raising companies’ reputation, resulted in tripling the number of job applications compared to 2019. Not only in numbers but we can recruit highly qualified staff from big corporate companies and beyond our region. With all these changes happening around us, we feel confident to say that we have built a firm corporate foundation almost ready to push forward our 2050 vision.
How do you see your product contributing to wider society in the future? What applications outside of the brewing industry are you hoping to encourage?
In 2018, we made a vision statement towards 2050 to become a company that put its origin in fermentation but to expand to co-create a new “Microorganism Industry” around the world. “Microorganism Industry” is named by us, which is defined as an industry that is widely spread across the hold industries that maximize the potential of microbes and put it into highly valuable use. More specifically, we are so far focusing on applying our core technology- solid-state fermentation technology- to other industries besides fermentation such as food, feed, energy, and biomaterials, together with our future partners. Lately, we have become familiar with the phrase “circular economy”, through realizing our vision, we aim to implement and be a part of a circular society for a sustainable and happier future.
Several R&D projects in the area beyond traditional fermentation have been undergoing, while we also have been improving and upgrading our original fermentation process machines. Above those, we are also developing a brand-new business solution. One of our main themes is to develop a sustainable food supply system. In the process of food production, tons of by-products are produced and they are mostly not taken into good use or disposed of. But we look at these by-products as valid food materials, and with our well-known solid-state fermentation technology using microbes, we are trying to develop these by-products into new materials, food, and feed ingredients that are highly functional and nutritious. For example, we are developing a new functional feed ingredient from bran-a by-product from grinding wheat-through a solid-state fermentation process using koji-kin. As known, fermented food has an effect on boosting the immune system. In the same way, objects produced through the solid-state fermentation process using koji-kin have the effect of boosting the immune system of livestock such as cattle, chicken, and fish also with a high antioxidative effect. With these effects, we are hoping to improve the productivity of the livestock and aquaculture industry and create high-quality food products. Besides this, we have several companies approaching us for collaborative projects in areas like alternative protein and functional feed.
As of today, 32 projects are going on and they are still growing. With our partners, we want to leverage our 90 years of wisdom and traditional technology to contribute to making a circular society for a sustainable and happier future.
You talk about finding partners to create this recycle-oriented society, a circular society. Is this only domestic, or are you more open to overseas partners? If so, are there any specific countries or regions that you are targeting to find these partners?
Yes, we are open to partnerships not only domestically but also with overseas companies, and the number of companies showing us their interest has been rising both domestically and internationally. In promoting our mission to pursue a rich food culture, we have made successful alignment with companies in Asia and North America. To realize a circular economy for a sustainable and happier future, we are looking forward to collaborating with European companies which are known as having a high interest in sustainability and achieving SDGs. For this, we will raise awareness of our solid-state fermentation technology and expand its applicable areas together with our partners.
As a company that makes brewing machines, how are you able to replicate the craftsmanship involved in traditional brewing?
As you are already aware, the fermentation process goes through many steps from material handling to the final product. But these steps are all for one goal. To achieve the best quality that every brewer pursues. It doesn’t matter whether it is hand-processed or machine processed. Brewers take a long time in gaining experience and putting great effort to skill themselves. And they dedicate this knowledge and ability to create their “best” ideal product. So as a company providing fermentation machines, our noble mission is to gather the passion, knowledge, and experienced techniques of the brewer, and apply all of it to machinery technology to make a machine that can realize the brewer’s ideal product quality.
Nowadays, AI technologies are added to machinery technologies. Speaking of Japanese sake, especially in the brewing process of high-quality sake known as “ginjo-shu”, a highly skilled and experienced master brewer called “tohji” will evaluate the processed koji by his sight. Based on his evaluation of the processed koji quality, the “tohji” will design the quality of sake to be made. But now, the sake industry is at stake as their “tohjis” have aged much and it’s a severe issue to hand down these skills of “tohji” to the younger generation. That is where AI technology comes in. We have successfully invented an AI system that can evaluate processed koji by its visual data at the level of “tohji”. By inputting information to define the targeted quality to the AI system, it will output the terms and conditions of the koji processing. In this way, our AI system helps the tohjisin process their koji to meet their quality target.
One of the frequently asked questions is whether our machine can produce the same quality of koji processed differently, but the answer is no. We provide the best machines in realizing the quality that the brewer or production team wishes for. So our machines are not capable of reproducing the same quality, but it is aiming to produce the “best” quality.
We have seen other more niche examples of DX being used in the brewing industry. For example, a London microbrewing startup is using an algorithm called Automated Brewing Intelligence to make the world's first AI-brewed beer. If we come back in 5-10 years, how else do you think digital technologies will change the brewing sector?
As said before, our final aim as a machinery company is to create a machine that can make the brewer’s dream come true. But in addition to this, we should also focus on advancing a fully automated process system that is eco and human-friendly. To make this happen, we have to not only put effort into advancing individual machines but to implement the intelligence in every machine and into the total processing plant. By integrating a communication network that connects each and every machine, we can highly optimize not only individual machine production but the total production system. And when this processing system is brought under the human communication network, as putting it to use in an organization or a group of people, it will become a futuristic next-generation system that works to meet the quality, cost, and schedule that customers demand.
You have developed a unique sterilization technology, which is the first in the world to sterilize powders by heating and pressuring them for an extremely short period of time, followed by rapid decompression, the Sonic Stera. Can you tell us what advantages the sterilization technology brings compared to more conventional methods compared with conventional sterilization methods?
We have been developing and advancing this technology for about 10 years. In general, liquid sterilization is an area that has many established technologies. However, sterilization of solid objects, especially in powder form is a challenging area, and there wasn’t any high-quality technology that could be used on a manufacturing scale. But we really wanted that technology, because when we think of a food factory in the new future, we could imagine a highly productive and flexible food production system using many kinds of ingredients in powder form and combining them. At that time, requirements for powder-form ingredients were to highly sterilize but maintain their original nature. So, we set our goal in developing a machine that meets this requirement. By then, heat sterilization and radiation sterilization were the two major sterilizing methods for powder. But these brought significant deterioration problems to the product and safety issues. The important point here is that our Sonic Stella ensures reliable sterilization while minimizing powder quality degradation. We successfully invented the basic principle technology for this and continuously tested and came to realize that it is an advanced technology. We invented a totally new sterilizing technology by going through a process of decompressing in 100 microseconds after throwing powder into pressurized steam for it to float for 0.2 seconds. And we have patented this technology in 18 countries.
This technology is also capable of sterilizing spore-forming bacteria which was difficult to do. And due to its extra short 0.2 seconds of heating time, there are hardly any changes in the ingredient’s nature, and it only uses water vapor instead of radiation, which secures food safety. Our long-accumulated fermentation technology has been widely implemented in developing this, and we are looking forward to developing some more machines like this maximizing our capabilities.
Imagine we come back to interview you again in 10 years for your company’s 100th anniversary: what would you like to have achieved by then?
We are now conducting many projects to achieve our vision for 2050 and we wish to contribute to a circular society for a sustainable and happier future to come. There will be no meaning in just owning a valuable technology but not putting it to good use for a better society. We should hopefully expand our current fermentation division and also have another new business pillar in hand by the next time you come to visit us.
Interview conducted by Karune Walker & Paul Mannion































0 COMMENTS